Contents
- 1 VDA 6-3 | VDA 6.3 Process Audit [2024] | VDA 6.3 Full Form
- 2 What is VDA 6.3? VDA 6-3?
- 3 Who Developed VDA 6.3?
- 4 Phases of VDA 6.3 or Process Elements of VDA6.3 or VDA Audit
- 5 VDA 6.3 Process Audit Questionnaire Overview
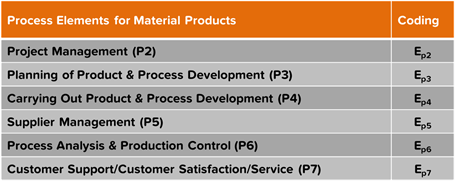
- 5.1 Phase 2 (P2), Project Management
- 5.2 Phase 3 (P3), Planning of Product & Process Development
- 5.3 Phase 4 (P4), Carrying Out Product & Process Development
- 5.4 Phase 5 (P5), Supplier Management
- 5.5 Phase 6 (P6), Process Analysis & Production Control
- 5.6 Phase 7 (P7), Customer Support / Customer Satisfaction / Service
- 6 VDA 6.3 Process Audit Checklist (vda6.3 or vda audit)
VDA 6-3 | VDA 6.3 Process Audit [2024] | VDA 6.3 Full Form
With today’s innovation and technology in manufacturing industries ensuring the product quality is very much essential, especially when there are any concerns. Such concerns or problems can be solved with the help of 8D problem solving tool or A3 sheet or 5 why analysis there by implementing permanent corrective actions.
Ensuring compliance and conformance in any manufacturing industry requires regular audits. One such most effective in-depth manufacturing audit tool is called VDA 6-3 Process Audit or VDA 6.3 Process Audit.
The VDA 6.3 Standard is now considered to be one of the most preferred or used manufacturing process audit tool which helps you find all kinds of gaps throughout the organization, especially in manufacturing lines or production areas which helps to close the gaps with proper robust corrective actions.
The VDA 6.3 process audit tool is mostly used in automotive industries, especially when the customers are directly or indirectly from Germany.
What is VDA 6.3? VDA 6-3?
What is VDA 6.3?
VDA 6.3 full form stands for “Verband Der Deutschen Automobilindustrie”. VDA 6.3 is one of the excellent tools for in-depth manufacturing process audits within the automotive industry which acts as a guideline for performing audits.
Download VDA 6.3 Standard: VDA 6.3 pdf
In other words, the VDA 6.3 is a quality management system standard which is must have certification or must have audit score or mandatory for German car makers. However, the standard can actually be applied to other businesses, such as manufacturing, automotive suppliers or FMCG environments.
VDA 6.3 provides information on the significance and application scope of a process audit over the entire product realization cycle starting from planning phase till customer feedback phase in both manufacturing and services.
VDA 6.3 process audit tool defines the audit phases, audit process, the criteria for evaluation of the process audit, audit results and the requirements of the processes.
VDA 6.3 is an “in-depth” manufacturing process audit tool.
VDA 6.3 means, the German trade association for the automotive industry is known by the initials VDA (Verband Der Deutschen Automobilindustrie E.V.).
The VDA 6.3 is developed by VDA QMC and the German automotive industry, where-in the VDA 6.3 defines a process-based audit standard for evaluating and improving controls and fixing the gaps in a manufacturing organization’s processes.
The complete VDA 6.3 standard and its each step in the process in the form of phases is modelled with six links which is governed by the “Deming’s Loop called Plan, Do, Check and Act”.




Potential Analysis (P1)
A potential analysis is used to evaluate new suppliers (contenders). For existing suppliers, the potential analysis can be used at new locations, with the introduction of new technologies or for new products.
Evaluation of a Potential Analysis:
The assessment is marked, using the traffic light system of “Red”, “Yellow” or “Green” (see below).
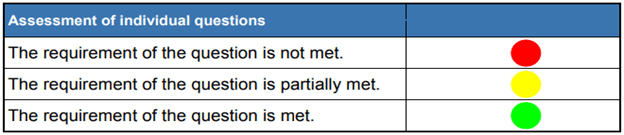
Adding the marks for each question results in an Overall Classification (see below).
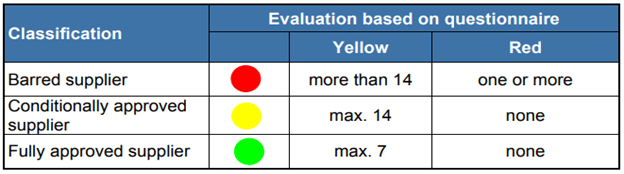
Interpretation of Results:
Green = Fully Approved Potential Supplier
This means, a contract award or nomination for the project, component or product group by the customer is possible without restrictions.
Yellow = Conditionally Approved Supplier
This means, the supplier is able to meet the customer requirements for the questioned product scope and can be considered when awarding the contract.
Only a conditional approval for a contract award can be given. In some cases, the supplier needs support from the client to implement the requirements of the project. Under certain conditions a limited approval for a contract may be given (quantity reduction, smaller series….).
An award or nomination is possible, but is linked to defined conditions:
The conditions to minimize the risk may be:
· Restriction to a defined quantity (small-scale production)
· Restriction to a defined product
· Restriction to part-quantities of the overall enquiry
· The (potential) supplier receives a trial order on probation
· The (potential) supplier is included in a supplier development programme
· Special support from supplier development teams with careful monitoring of the progress of the project
Note: Conditions must be specified between the relevant quality and procurement departments.
Red = The (Potential) Supplier is Barred
This means, it is not possible to award (nominate the company for) the project, component or product group in question.
A positively evaluated potential analysis (“Green”, “Yellow”) is not necessarily coupled to an award of contract. A negatively evaluated potential analysis (“Red”) excludes a contract award.
Evaluating a Process Audit for Material Products: Evaluation of The Individual Questions:
Each question is assessed in terms of compliance with the requirements and the risk involved. The assessment of each question can result in the award of 0, 4, 6, 8 or 10 points, with the number of points awarded being based on proven compliance with the requirements.
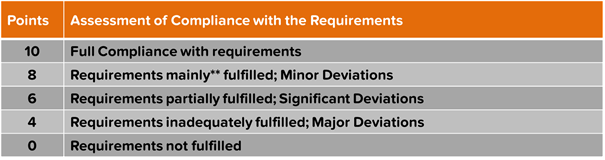
**) The term “mainly” means that the relevant requirements are met in most instances and no special Risks have been identified.
Questions involving Special Product and Process Risk (* Question):
In the process elements, questions involving special risks in terms of product & process are identified by an asterisk (*).
The specific risks in the * Questions are already taken into account by the classification rules. The evaluation is carried out analogously to the remaining questions, this means, * Questions are not evaluated more severely than other questions.
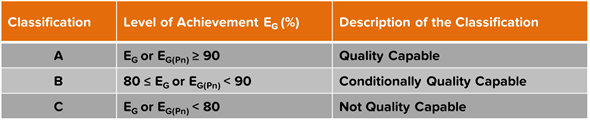
Overall Level of Compliance:
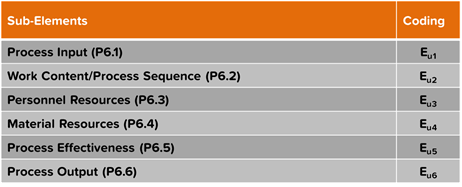
Note: Sub-Elements of P6: In the process element P6 the following sub-elements are evaluated.
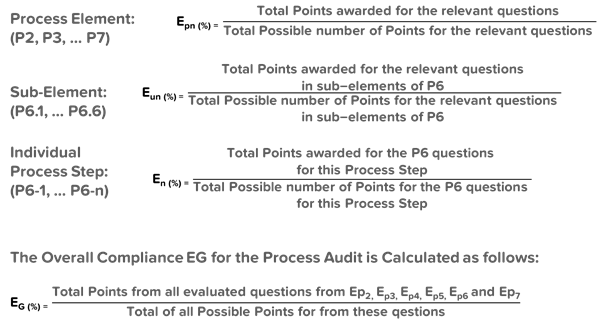
Overall Compliance: VDA 6.3 (VDA6 3 2016) Scoring System
Partial Audits can also be conducted and Compliance is done as below:
Example P5/P6/P7:
If the process elements P5, P6, P7 are evaluated (e.g., auditing of serial production) then the result is calculated as follows:
![]()
Example P4:
If only process element P4 is evaluated (e.g., audit at the time of handing over the project to serial production) then the result is calculated as follows:

The designation EGP(P5P6P7) and EGP(P4) are used to easily identify of the process elements evaluated.
To classify the compliance of a partial audit the calculated compliance (e.g., EGP(P5P6P7) and EGP(P4) is compared to the benchmarks as given above (at least 80% for a “B” classification of conditionally quality capable or at least 90% for quality capable).
Rules for Downgrading:
The following rules for downgrading are to be used and documented in the audit report:
1. Reasons for downgrading from A to B even though the level of achievement is EG or EG(Pn) ≥ 90%:
· At least one process element (P2 to P7) or process step (E1 to En) is evaluated with a level of achievement EG or EG(Pn) or En from < 80%
· A level of achievement in one of the sub-elements of P6 is < 80%
· At least one *-question is rated with 4 points
· At least one question from the Process audit is rated with 0 points
2. Reasons for the downgrading to C even though the level of achievement is EG or EG(Pn) ≥ 80%:
· At least one process element (P2 to P7) or process step (E1 to En) is evaluated with a level of achievement EG or EG(Pn) or En from < 70%
3. Reasons for the downgrading to C even though the level of achievement is EG or EG(Pn) ≥ 80%:
· A level of achievement EU1 to EU7 in one of the sub-elements of P6 is < 70%
· At least one *- question is rated with 0 points
The overall result is rounded to the nearest percentage point. Similarly, when applying the downgrading rules (process element, sub-element or process step), the individually calculated results EPn, EUn are rounded to the nearest percentage point.

“Hey, I am Sachin Ramdurg, the founder of VDiversify.com.
I am an Engineer and Passionate Blogger with a mindset of Entrepreneurship. I have been experienced in Blogging for more than 15+ years and following as a youtuber along with blogging, online business ideas, affiliate marketing, and make money online ideas since 2012.
1 thought on “VDA 6.3 [PDF| VDA 6.3 Process Audit [2024] – Complete Guide”